Defects And Remedies In Sheet Metal

Different Types Of Welding Defects Types Of Welding Welding What Is Welding

Dissecting Defects Part I
Common Rolling Defects And How To Combat Them

Defects Their Remedies Applications Ppt Video Online Download

Tempering Steel Process In 2020 Color Chart Tempered Steel Chart

Defects Of Heat Treatment And Their Remedies Materials Today
Excessive thinning thickening of the sheet during forming.
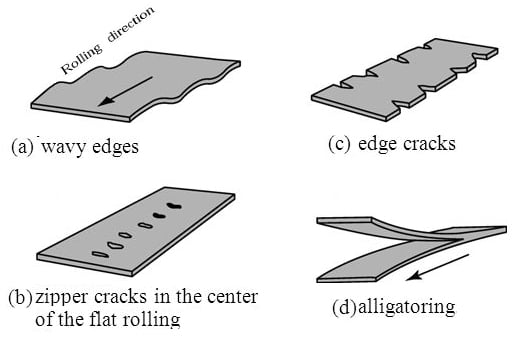
Defects and remedies in sheet metal.

Metal Forming Defects

Dr Ai Lyn Tan Drailyntan Twitter Physical Activities Doctor Tan

11 Fabulous Anti Aging Supplements Stay Young Ideas Skin Care Health Organic Skin Care
Sheet Metal Rolling Defects Causes Remedies
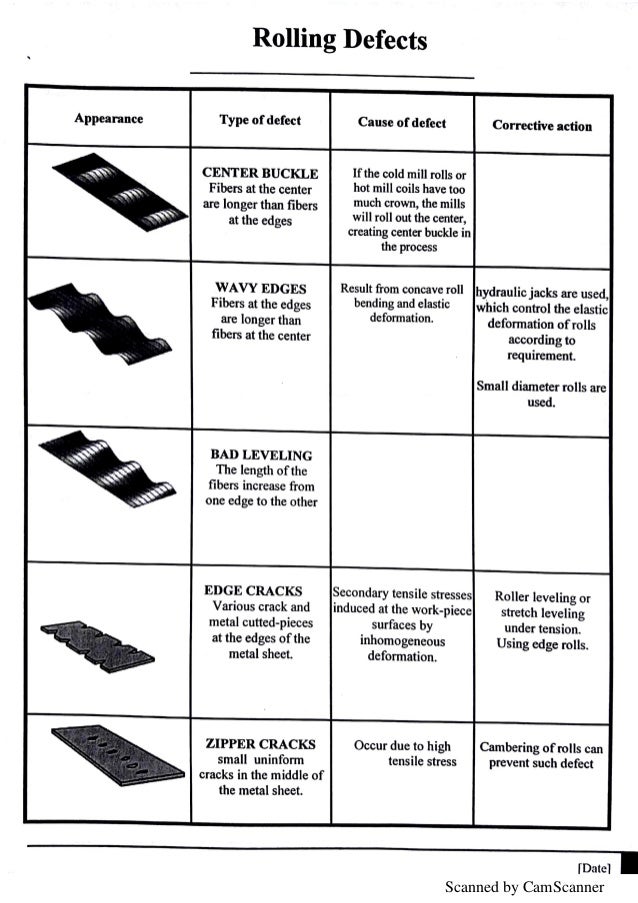
Rolling Defects

Annealing Steel Types In 2020 Type How To Relieve Stress Understanding

Garment Defects Causes And Remedies Fashion2apparel Yarn Twist Stitch Lines Fabric Combinations

Toxic Chemicals Desktop Banner Infographic Health Cosmetic Skin Care Health And Nutrition
Defects In Buildings Remedies

Defects Causes And Their Remedies In Casting Process A Review Semantic Scholar

Acyanotic Congenital Defects Pediatric Nursing Neonatal Nurse Nicu Nurse

Pin By Nithya Reddy On Vastu East Remedies South
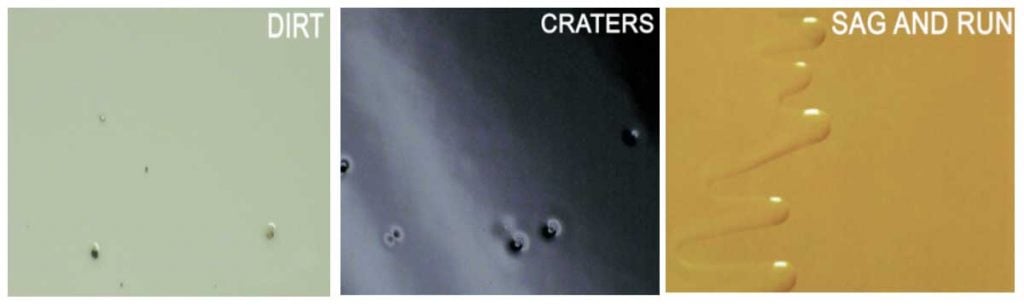
Overcoming Paint Defects Causes And Solutions

Missing Ends List Of Fabrics Fabric Woven
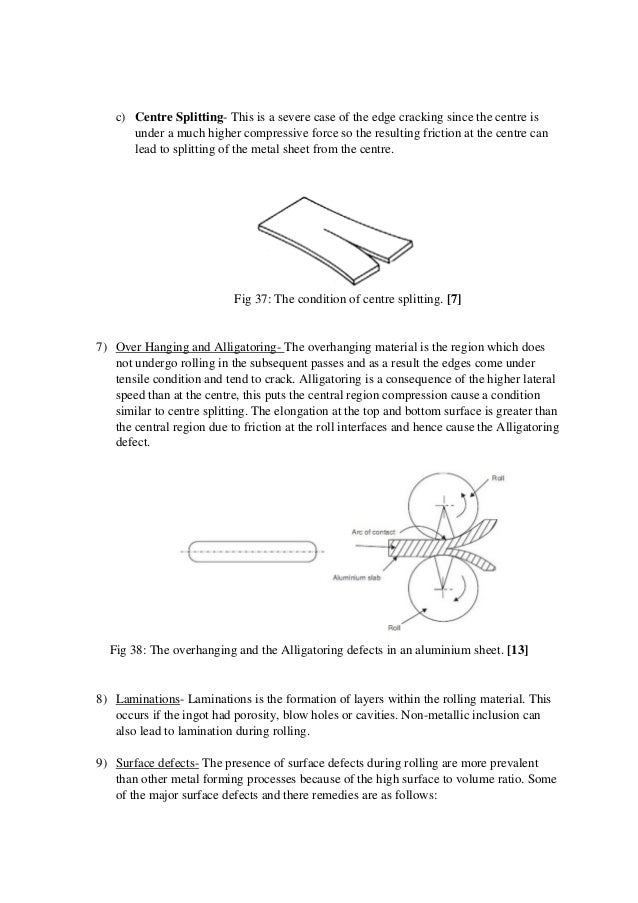
Rolling Metal Forming Apratim Khandelwal Docx
Pdf Deep Drawing Mechanism Parameters Defects And Recent Results State Of The Art

Content Chart How The Environment Impacts Our Health Noise Pollution Acute Bronchitis Water Pollution

Health And Wellness Health Health And Wellness Toxin Free Living
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrpmt92bgm3wf9w3jf U Qcyox R2 4viaxomzszo6nwyki1xbm Usqp Cau

The Various Types Of Renal Tubular Acidosis What Can Cause Them And How To Tell Them Apart Nursing School Notes Pediatric Nursing Nursing School Survival

Pin On Dental Crown Metals

Lead Roof Details Roof Detail Lead Roof Flat Roof

Physical Properties Of Metals Physical Properties Physics Physical And Chemical Properties

7c90b1aa716756127b84870d3fda56ba Jpg 575 946 Pixels Congenital Heart Defect Awareness Heart Disease Awareness Chd Awareness
Source : pinterest.com
